
Page 133 - 修井工程
P. 133
三、 锻铣开窗工艺
1.工艺原理及特点
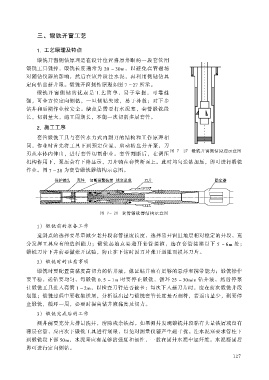
锻铣开窗侧钻原理是在设计位置将原井眼的一段套管用
锻铣工具铣掉, 锻铣长度通常为 20 ~30m, 以避免套管磁场
对随钻仪器的影响, 然后在该井段注水泥, 再利用侧钻钻具
定向钻出新井眼。 锻铣开窗侧钻原理如图 7 27 所示。
锻铣开窗侧钻的优点是工艺简单, 易于掌握, 可靠性
强, 可全方位定向侧钻, 一旦侧钻失败, 易于补救; 对下步
钻井和后期作业较安全。 缺点是需要打水泥塞, 套管锻铣段
长, 切削量大, 施工周期长, 不能一次切削多层套管。
2.施工工序
套管锻铣工具与套管水力式内割刀的结构和工作原理相
同, 作业时首先将工具下到预定位置, 启动转盘并开泵, 刀
刃从本体内伸出, 进行套管切割作业。 套管割断后, 在调压 图 7 27 锻铣开窗侧钻原理示意图
机构作用下, 泵压会有下降显示, 刀片骑在套管断面上。 此时均匀送钻加压, 即可进行锻铣
作业。 图 7 28 为套管锻铣器结构示意图。
图 7 28 套管锻铣器结构示意图
1) 锻铣前的准备工作
造斜点的选择要尽量减少老井段套管报废长度, 选择易开窗且地层相对稳定的井段, 充
分发挥工具应有的造斜能力; 锻铣起始点要避开套管接箍, 选在套管接箍以下 5 处~6m ;
锻铣刀片下井前要做张开试验, 防止在下钻时因刀片张开遇阻而损坏刀片。
2) 锻铣时的注意事项
锻铣时要配置高黏度高切力的钻井液, 保证钻井液有足够的悬浮和携带能力; 锻铣操作
要平稳, 送钻要均匀, 每锻铣 ~1 m 时 要 停 止 锻 铣 , 循环 钻 井 液~30 min 然后停泵
0.5 25 ,
让锻铣工具进入套管 1 ~2m, 以检查刀臂是否被卡; 每次下入新刀片时, 应在前次锻铣井段
划眼; 锻铣过程中要收集铁屑, 分析返出量与锻铣套管长度是否相符, 若返出量少, 则要停
止锻铣, 循环一周, 必要时提高钻井液黏度及切力。
3) 锻铣完成后的工作
测井前要充分大排量洗井, 清除残余铁屑。 如果测井发现锻铣井段黏有大量铁屑或留有
薄层套管, 应再次下锻铣工具进行划眼, 以免对测量仪器产生磁干扰。 注水泥塞要求管柱下
到锻铣段下部 50m, 水泥塞应有足够的强度和韧性, 一般在固井水泥中加纤维。 水泥凝固后
即可进行定向侧钻。
127